









In May 2026, we will be celebrating a special anniversary
50 years of Columbus – looking ahead

Guide to Veneer and Mould Gluing
Master vacuum technology in woodworking

ALT - All Linoleum Table from Faust
produced with a vacuum press from Columbus

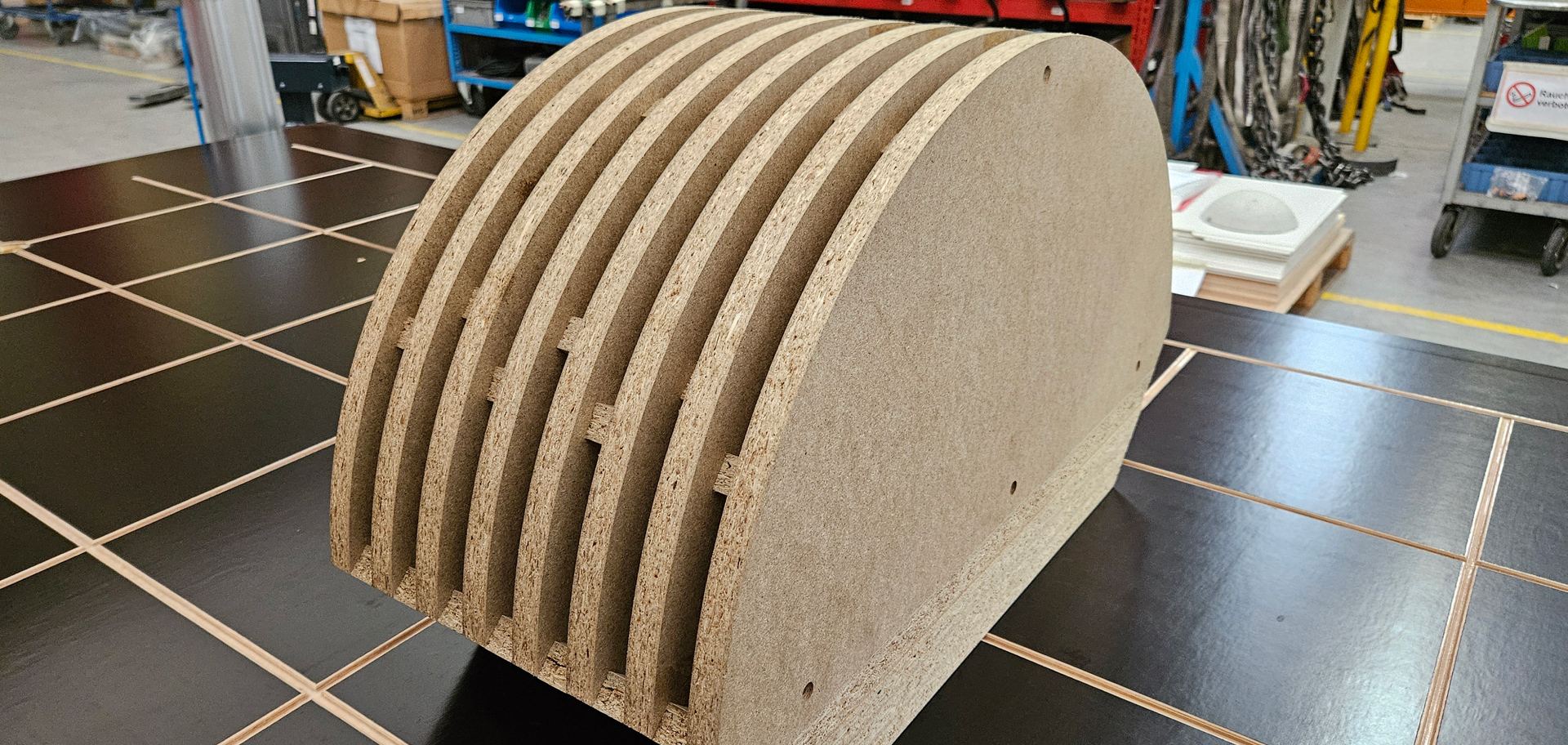
Efficiently producing curves in furniture manufacturing
The vacuum press: the key to a profitable trend

Thermoforming composite materials using a vacuum press
The ultimate guide to perfect thermoforming

möbelfertigung: A Holistic Solution in Vacuum Technology
New System Combines Technology, Knowledge and Digital Assistance

Looking to buy a second-hand veneer press?
Avoid these 5 mistakes!

Trade press HK – Wood and plastics processing
COLUMBUS: A true innovation for the 50th anniversary

EFF – Tailor-Made Interior Solutions
Craftsmanship Meets Modern Technology

Flat veneering with vacuum
The use of a vacuum press as a veneer press

From rounding to ordering
How to strategically use the interior design trend

Ruth Koppenberger
Why I developed Columbus 360°

Realising Visions
Swiss Precision Meets Creative Design

Tailor-made perfection in Estonia
Haapsalu Uksetehase AS Manufactures Doors for Hampton by Hilton

Premium Interior Fittings and Yacht Furnishings
A Vacuum Press has supported Der Ernzerhof for many years

Outstanding Shopfitting with Vacuum
"außerdem" utilizes the advantages of a vacuum press by Columbus

Masterful craftsmanship
The Wardrobe for the Master Carpenter Exam

“It presses both flat and curved shapes”
Clairhout Interieur: A Revolution in Interior Design

Columbus customer creates artistic masterpiece
Advertisement for Jean Paul Gaultier in Santiago de Chile

Curving the Impossible
Interwood Pushes Design Boundaries with the Columbus Vacuum Press

Infinity for bimobil motorhomes
Large-scale perfection, because high-gloss paint is unforgiving

Precession and art from vacuum
Ziegler creates impressive eye model for the university clinic

From Very Small to Very Large
The Diversity of Applications of a Vacuum Press

The Columbus Pressure Shifting Tool
Natural rubber bends steel

Kempa from Belgium invests in 2 vacuum presses
Round and curved shapes are particularly popular in interior design

the patented modular system
Everyone said it doesn't work - I believed in it

Thank you, dad
for the big things, but also for so many small ones

The invention of the Vacuum Bag
Interview with Günther Vetter about the origin of vacuum technology

Skateboard ramps with the vacuum press Pioneer
Andreas Schützenberger does great things around the world

Protect your employees and your company
training for PUR hot melt adhesives

ZOSIA by Robert Nößler
His masterpiece with nostalgia and a hidden secret

Why a vacuum press?
You can use it not only to cover curved workpieces...

Modern Drop - The masterpiece by Lars Hackl
With vacuum layer gluing and vacuum veneering to natural elegance

Off to new shores with Tommy Kairat's masterpiece
First-class form veneering with the Vacuflex Vacuum Bag

Solid surface materials
Unleash the full potential with a vacuum press

Vacuum pumps
Columbus shows the advantages of dry runners

Free creativity in the creating process
Students from the Freie Waldorfschule Mainz create truly unique items using vacuum technology

1.5 weeks instead of 6 weeks production time
Curved fronts on DALI speakers made in a vacuum press

Markus Kramer's masterpiece
His vision brings the French past into the present

The magic is in the details
LL Installations creates high-quality accents in a foyer with Corian

Handmade speakers from Denmark
Customer DALI delights over a million customers in over 70 countries with handcrafted loudspeakers.

Columbus & University of Stuttgart
Innovation meets science!

More success through independence from suppliers
6 reasons for a vacuum press

Beyond all dimensions
Flexstone manufactures large boat parts with INFINITY

Feel the musice
Magnus Hoffmann has developed something particularly creative

Excellence as far as the eye can see
Acoustic panels for the Leonardian Center in Australia

A dazzling cooperation between two pioneers
Vacuum technology. Acrylic glass. Unlimited possibilities.

Individual. Exceptional. Unique.
Best performance with batch size 1

Resysta - A compound better than wood
Design meets sustainability

White River by Jannik Otte
Masterpiece as an eye-catcher for the entrance area

Young creativity
Students - not carpenters!

Full speed ahead with Vacuplus
The tour buses of the world's greatest stars

World premiere: acrylic glass chair
Customer Zöllner manufactures for Acrylic Couture

Columbus makes the impossible possible
VIDEO: Seamless veneering in just a few working steps

Columbus forms Kerrock in Belgium
An exceptional design future

Prager manufactures for Siemens
An innovative trade fair booth

Cooperation with Schachermayer
Columbus receives another strong partner

People talk about Columbus
What is published in professional circles about us

MEETING POINT NOBLE VENEER
Visiting the Schachermayer company

Success through vacuum technology
A chili produced with vacuum

Customer Story
Hymer

Customer Story
North German Broadcasting works with Columbus

Columbus Story
Why Columbus?
